(通化玉圣药业股份有限公司,吉林 通化 134008)
摘 要:从洗瓶机、灭菌干燥机、灌装封口机3个方面探讨了老式水针生产联动线的改进。
关键词:老式水针联动线;改进;洗瓶;干燥灭菌;灌装封口
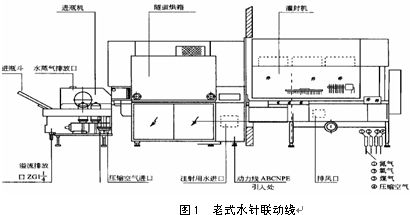
目前,以长沙楚天科技有限公司生产的水针联动线为代表的新型水针联动线,产品合格率已达99%以上。但许多制药企业因资金等原因限制,还在使用老式的水针生产联动线,如图1所示,这种设备生产的产品合格率一般不超过80%。我们通过在生产实践中的观察和对老式水针联动线的改进,总结了一些经验和办法,供正在使用老式水针联动线的同行参考。
老式水针联动线一般由QCA12/1-20型安瓿超声波清洗机、SZA420/27A型灭菌干燥机、DGA(6-12)/1-20型安瓿灌封机3台单机及控制部分组成,分为清洗、干燥灭菌和灌装封口3个工作区。每个单机都有特定的功能,可以单机使用,也可以联动生产。联动生产时,可完成淋水、超声波清洗、冲水、冲气、烘干灭菌、冷却、灌装、冲气(如需要)封口等20个生产工序。其集计算机自控技术、超声波、变频、传感技术、气动技术、机械传动等技术为一体。但是,在运行过程中经常会出现一些“小毛病”。不过只要在硬件上做一些改进,在软件上做一些规范,老式水针联动线也可以将产品合格率提高到90%以上。
1 洗瓶机
1.1 工作原理
首先由操作者将安瓿装入倾斜的进瓶盘内,安瓿沿进瓶槽下滑至分瓶叉处,由分瓶叉的横向运动将安瓿分入进瓶通道内。继后,推瓶杆向上运动将通道内的安瓿推至喷针上,此时安瓿将借助于导向杆上的圆锥孔自动定心,以使安瓿能准确地套在喷针上,排列在滚筒上的喷针将安瓿间隔地输送到各个清洗工位。最后,由导向杆将安瓿从喷针上退下,此时还要借助于压缩空气,将安瓿吹到出瓶架底部,然后由翻瓶叉将安瓿整齐地推至出瓶槽内。
如与灭菌烘干机隧道连接,安瓿将被推过过道,自动进入输送带上。
1.2 主要缺陷
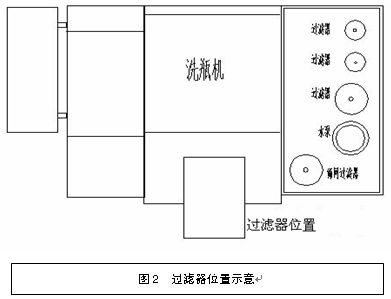
(1)循环水百褶裙过滤桶筛网目数过大。玻璃屑及包装物带来的纤维毛可以通过筛网进入循环泵,被循环泵叶轮打成细小的粉末后,通过淋水槽进入安瓿内部,以致成品在灯检时会发现细小的玻璃屑和弯曲状的纤维毛(高效过滤器脱落的纤维一般是直的)。筛网过滤器位置如图2所示。
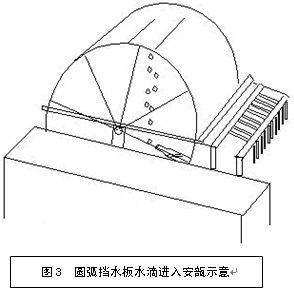
(2)因采用滚笼式设计,在生产过程中,停车时间稍长,圆弧挡水板上的水就会滴在喷针上,并沿喷针流入最后一排向下倾斜的安瓿内,重新启动后烘箱端安瓿瓶中就会有大量的水。
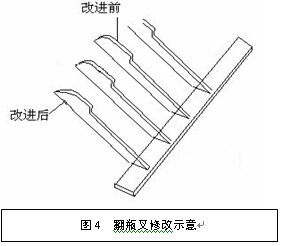
(3)翻瓶叉顶端圆弧过大,在翻瓶过程中影响安瓿的自由下滑,易碰坏安瓿瓶口,使玻璃屑落入清洗后的安瓿内。
(4)由于采用滚笼式洗瓶机构,循环水、注射用水、压缩空气通过一个喷针喷出。完成退瓶动作后,喷针又从水槽内返回进瓶工位,途中经过清洗后的污水,实质是一个受污染的过程。清洗用水、吹干用气,从一侧进入,终端水、气压力明显不足。
上述缺陷主要表现为:有时会在烘箱的出口处发现带水的安瓿,坏瓶口的安瓿较多,产品澄明度不好,药液中有细小的玻璃屑和弯曲状的纤维毛。
1.3 改进办法
(1)在循环水百褶裙过滤筛网外,加一层由400目(太粗效果不好,太细影响循环水流量)过滤绢布做成的“外套”,就会挡住水槽内的细玻璃屑及包装物带来的纤维毛进入循环水系统,并挡住其通过淋水槽进入安瓿内。
(2)洗瓶过程中如果停车时间稍长,洗瓶机最后一排安瓿没有进入洗瓶机与烘箱的连接板时,可用手工盘车的形式将最后一排安瓿送入连接板。这样圆弧挡板上的水就不会沿圆弧挡板滴入到安瓿内。圆弧挡水板水滴进入安瓿如图3所示。
(3)降低翻瓶叉的圆弧高度,使安瓿能沿翻瓶叉的滑道直线滑入,避免瓶口在反转过程中因碰撞而损坏安瓿的瓶口。翻瓶叉修改如图4所示。
(4)增加注射用水的压力,保证终端喷针的出水量。要解决喷针“趟浑水”只有更换立式洗瓶机。
2 灭菌干燥机
2.1 主要结构及工作原理
隧道是一个密封系统。第一部分为预热部分(预热段);第二部分为干燥灭菌部分(高温段);第三部分为冷却部分(冷却段)。
预热部分主要由层流箱体、低噪音风机、感应开关(接近开关)和高效空气过滤器等组成。开机后,层流箱体上腔的风机,从干燥灭菌部分的上箱中吸入经初级过滤的空气,然后,压入层流箱体的下腔,经过高效过滤器将洁净的空气压向容器(安瓿),对容器进行预热。
高温部分分为烘箱箱体和烘箱上体。烘箱上体由箱体和初效过滤器组成,整个箱体密封。一端与预热部分层流箱体的上腔联通,空气经过初级过滤后,经加热器升温后被风机吸入,再排向高效空气过滤器,对安瓿进行干燥灭菌。
冷却部分和预热部分原理一样,不同的是在箱体上装有初效过滤器,风机直接吸入室内空气经高效滤器净化对安瓿进行冷却,以便灌封。
2.2 主要缺陷
(1)原配初效过滤器过于简单,过滤效果差,过滤面积太小,影响隧道内的风速。
(2)灭菌段、预热段风机吸入和排除的是高温气体,电机轴承极易损坏。
(3)箱体内死角多、清洁困难。开机前通过风机自净不能清除残留的玻璃屑和积尘,工作时细小的玻璃屑和尘埃会在气流的作用下进入清洗后的安瓿内。
(4)底板没有清扫口,积累的玻璃屑和灰尘无法清扫。这部分玻璃屑和灰尘从理论上讲可以通过轴流风机吸走,但实际上会有一部分细小的玻璃屑和灰尘在气流的作用下进入隧道内的安瓿。
2.3 改进办法
(1)将初效过滤器改为折叠式,增加过滤面积,保证灭菌干燥机各工作段的风速。
(2)在电机轴承部加装水冷装置进行降温。电机轴承用耐高温润滑脂,并经常检查。
(3)在箱体内用不锈钢板做成圆弧状挡板,将隧道内的直角变成圆弧角,高温高效过滤器换成进口的,工作温度设在300 ℃(设备制造商建议250 ℃)。
(4)在设备下方底板四角开清洁口,生产结束后结合烘箱降温,运行输送网带进行自净。然后打开清洁口,用吸尘器吸出残留的玻璃屑和灰尘。同时,要做好底板的密封,保证气流方向,充分发挥轴流风机的排渣作用,这样澄明度和灭菌效果就会大大提高。
3 灌装封口机
设备的执行机构由送瓶机构、灌装机构和封口机构组成。可以自动完成进瓶―理瓶―送瓶―灌装―预热―拉丝封口―出瓶等工序。
3.1 主要缺陷
(1)进瓶绞龙和扇形块、扇形块和行走横梁的结合部是碎瓶的高发区。绞龙磨损或角度不正就会发生挤瓶碎瓶现象,3个扇形块动作不一致就会在绞龙和运瓶横梁两处碎瓶。 (新型水针联动线已将扇形块、一体式走瓶横梁取消。)
(2)走瓶横梁的直角矩形齿,会使安瓿在运动过程中(特别是高速运行时)产生破碎。
(3)菱形喷火嘴调整封口形状困难,燃气用液化气污染环境,易产生黑头。
3.2 改进办法
(1)用聚甲醛塑料代替聚四氟塑料,加工进瓶绞龙和扇形块,不但光滑耐磨,还有自润滑性,可以大幅度降低碎瓶率。
(2)将走瓶横梁的矩形齿磨成圆角,运瓶横梁处碎瓶率便会大幅度降低。
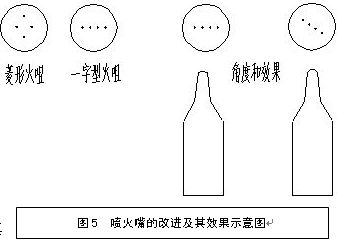
(3)使用氢氧发生器,用氢氧焰进行封口,不但不会出现黑头而且封口处非常光滑,生产大容量安瓿时优越性会更明显。使用一字型喷火嘴,调整角度就会获得不同的封瓶效果。喷火嘴的改进及其效果如图5所示。
(3)使用氢氧发生器,用氢氧焰进行封口,不但不会出现黑头而且封口处非常光滑,生产大容量安瓿时优越性会更明显。使用一字型喷火嘴,调整角度就会获得不同的封瓶效果。喷火嘴的改进及其效果如图5所示。
4 结语
生产靠设备进行,设备靠人进行操作、调试和维护。员工的技能和经验是提高产品合格率的重要条件和保障。经验需要一个长时间的积累过程,不能完全用培训来代替。所以,有经验、有能力的员工是水针生产联动线的重要组成部分。设备在运行中经常会出现一些小“毛病”,有些偏差稍加调整就可得到解决。如果设备运行中的偏差不能得到及时调整,就会造成停机检修。按GMP要求,注射剂在生产过程中进行设备检修,要采取许多相应的保护措施,而且在生产过程中进行设备检修,也会给产品带来安全隐患。
作者简介:张洪飞(1955-),男,吉林人,高级经济师,副总经理,研究方向:制药机械。